-

浙江匠心液压科技有限公司
主营:起升中缸,液压泵站,油缸

浙江匠心液压科技有限公司
主营:起升中缸,液压泵站,油缸 4
4

目前常见的缸盖为球墨铸铁材料,其油道结构形式采用铸造工艺直接形成,因此油道内滞留一些型砂等污物,清理起来非常困难。
对于精密零部件来说,加工是十分严格的,加工工序有进刀,出刀等。对于尺寸有具体要求,精度也有要求,比如1mm正负多少微米等,如果尺寸错的太多就会成为废品,这时就相当于得重新加工,费时费力,有时甚至会使得整个加工材料报废,这就造成了成本的增加,同时,零件是肯定不能用了。
气缸盖承受气体力和紧固气缸螺栓所造成的机械负荷,同时还由于与高温燃气接触而承受很高的热负荷,为了保证气缸的良好密封,气缸盖既不能损坏,也不能变形,为此气缸盖应具有足够的强度和刚度。
对于精密零部件的加工主要是尺寸方面的要求,比如圆柱直径是多少,有严格要求,正负误差在规定要求范围之内才是合格零件,否则都是不合格零件;长宽高也有具体严格要求,正负误差同样有规定,比如一个内嵌式圆柱体(拿简单基本零部件为例),如果直径太大,**过误差允许范围内,就会造成,插不进去的情况,如果实际直径太小,**过误差允许负值下限了,就会造成去太松,不牢固的问题发生。这些都是不合格产品,或者圆柱长度太长或太短,**出误差允许范围了,都是不合格的产品,是都要作废的,或者重新加工,这样必然会造成成本的增加。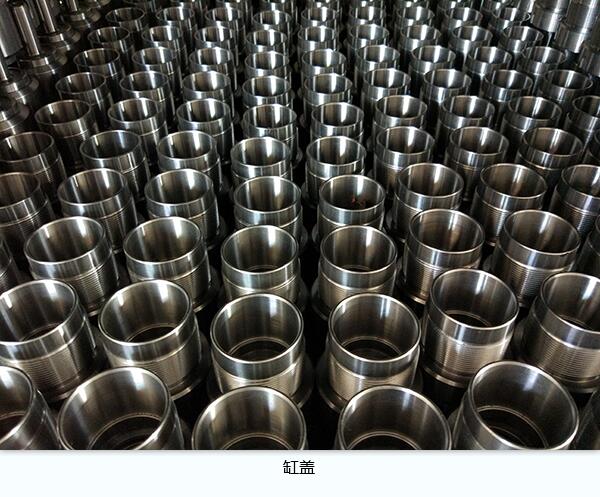
卡键加工成圆环形后,以120°剖切三等份。装配时先将缸盖放入缸筒内,可稍向里多推进一些,再分别将呈三等份的卡键置入缸筒的环形键槽内,然后将缸盖轻轻向外拉出直至靠全卡键下侧面为止。后安装压环(或套环),并用螺栓紧固.
活塞杆是液压缸传递力的主要元件。材料般选择中碳钢(如45号钢)。油缸工作时,活塞杆受推力、拉力或弯曲力矩等,固保证其强度是必要的;并且活塞杆常在导向套中滑动,配合应合适,太紧了,摩擦力大,太松了,容易引起卡滞现象和单边磨损,这就要求其表面粗糙度、直线度和圆度等合适。所以,活塞杆的工艺通常是粗车→调质→半精车→淬火→镀前磨→镀铬→镀后磨→精车
http://jiangxin88.b2b168.com
欢迎来到浙江匠心液压科技有限公司网站, 具体地址是浙江省湖州长兴县煤山镇南太湖青年科技创业园,联系人是周经理。
主要经营汽配相关产品。
单位注册资金单位注册资金人民币 1000 - 5000 万元。
公司一贯坚持“质量**,用户至上,优质服务”的宗旨,价格优惠,质量保证。购买新件的客户注意:收到的新件首先看配件型号是否一致,配件是否对版,如果发现不一致的请勿拆包装安装,及时与我们联系反映情况以便妥善处理;拆车件装车前后若有质量问题,请及时与我们联系并反馈你的信息,我们会全权为你处理,让您无后顾之忧。